
機械屋と溶接屋
機械屋さんと溶接屋さんって本当に考え方が違うんです。先日見積を頂いたのは機械屋さん、「材料はこちらから支給するんで見積をもらえませんか?」との事。こういった依頼の場合、機械加工と溶接の複合的な加工がある場合が多いんです。そして添付された図面を見るとまさしくそんな感じの小さな製缶加工図面で、機械加工も必要なんです。しかし支給品内容を見るとほとんど機械加工で仕上げてあるんですよね。
これも機械加工でやるの?
溶接でやれば既製品を溶接して簡単に仕上げられるのに無垢の塊から削り出し一部溶接するという鬼高くなる仕様になってました。エンドユーザー設計者との話もあるんだと思いますが、どう見てもここまでのスペックが必要なものではないんですよね。これって設計の方の知識不足と機械屋さんと製缶屋さんの認識の違いやと思うんです。
まあ、エンドユーザーもうちがすべて請け負えばもっと安くできるのにな~と思いながらも普通に見積返しましたけどね😁
依頼先を複数持つ事の意味
このことからも、エンドユーザーさんは依頼先を色々持っておいた方がいいと思うんです。「依頼先が増えると事務の手間が増える!」いまだにそんな事を言われることがあるんですがいつの時代の話なんですか?と言いたい。何のためにIT活用してますの?
それより製品を最適な加工先に依頼することによる原価削減効果は凄いと思いますけどね。あっ!それと内部設計者の製作知識向上にもコストを割いていただきたい、これもかなり原価低減に寄与します(オーバースペックな図面が多い)。
話はそれましたが、溶接屋と機械屋、どちらが良い悪いではなくて考え方が違うので得意不得意があるんです。溶接を必要とする物に関しては溶接屋さんの方が分があると思う。しかし公差物・機械加工の美観などに関しては圧倒的に機械屋さんの方が上手ですね。ちなみに溶接が必要な製品はうちのような機械加工もやっている製缶屋さんはもっと良いですよ。両方の知識がありますから😁
4連ホッパー、ステンレス薄板溶接
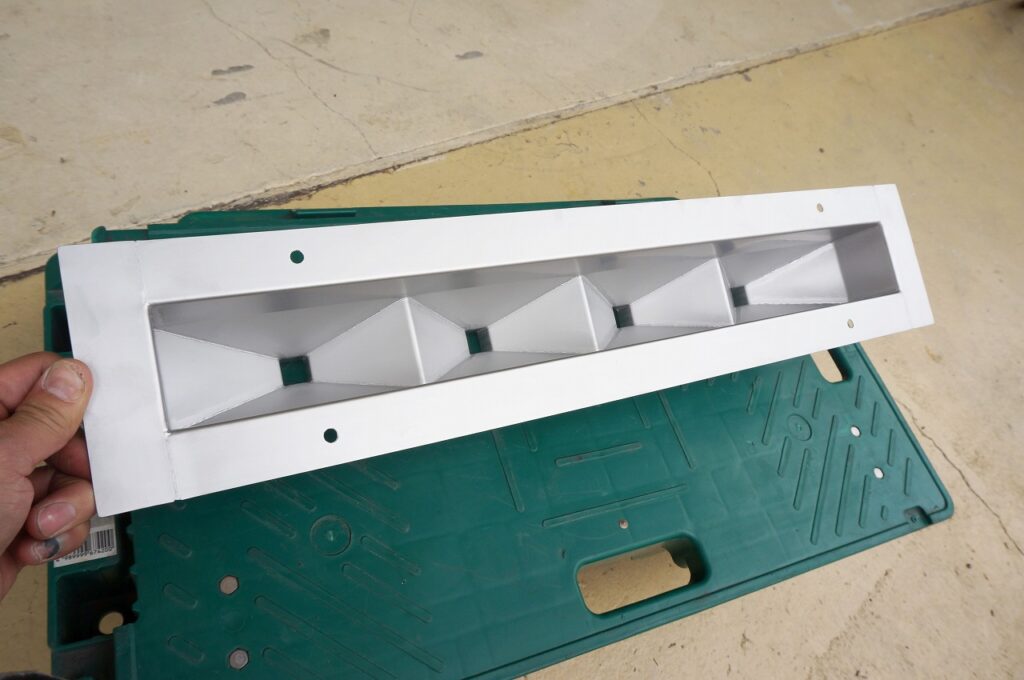
SUS304 ステンレス4連ホッパーです。板厚は1.2mmで内外面フル溶接仕様です。
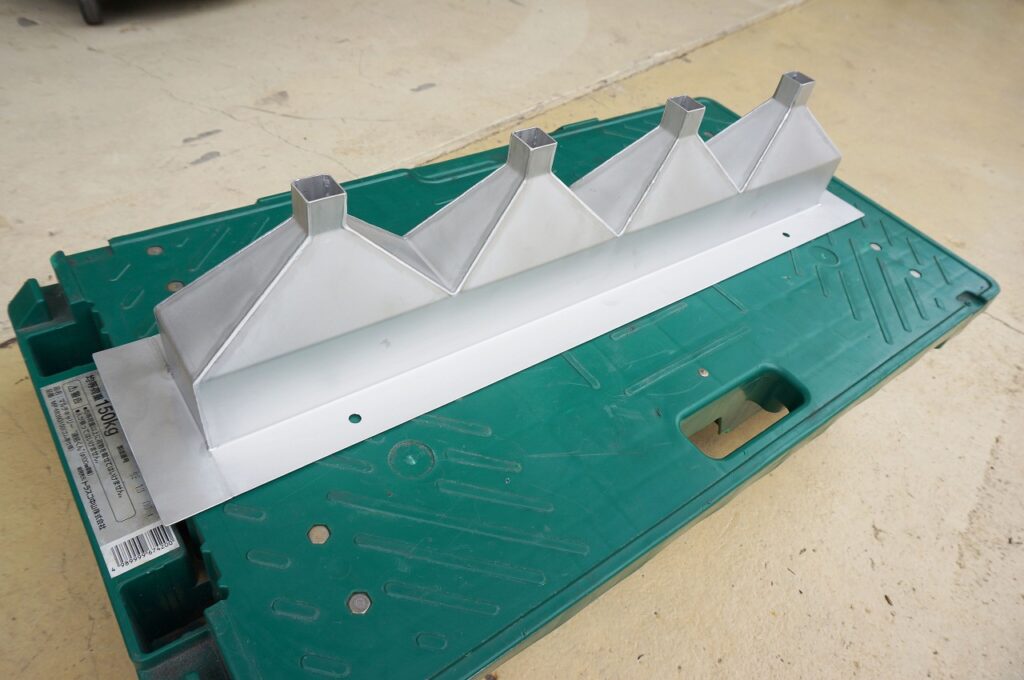
裏返すとこんな感じ、板厚が薄いので歪やすいんですが歪は最小限で仕上ています。

こちらも板厚1.2㎜のステンレスホッパー、下面フランジ板は上部ホッパー板より開口が小さく曲げで出来ないので全てフル溶接で製作しています。

これもすごい歪やすいんですけど、見てください!
ピタッ!!
っと、歪なく仕上がってるでしょ!(#^.^#)
ステンレス薄板溶接の歪が気になる、とお困りのお客様!大阪府松原市の株式会社テクノファームにお任せください。ステンレス薄板で低歪の製品を製作しますよ!(#^.^#)
↓↓↓ホームページも是非ご覧ください!
綺麗にできたらいいね!😁